| Stop guessing. Use this checklist to find an industrial bulk bag system partner who delivers on time, every time. Talk to a Specialist: +91 8217643165 | marketing@scorpiobmh.com |
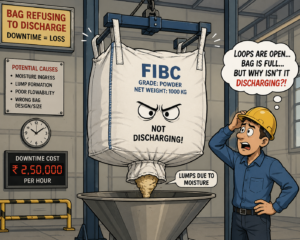
If you have ever watched a production line grind to a halt because of a poorly designed FIBC unloading system, you already know the real cost of choosing the wrong supplier. Downtime at a large cement, chemical, or food-processing facility can run into lakhs of rupees per hour and most of it traces back to one bad sourcing decision.
This guide cuts through the noise. Whether you are evaluating your first industrial bulk bag system or replacing an ageing one, we will walk you through every criterion that separates a world-class big bag unloader manufacturer from one that will keep you busy with service calls at 2 a.m.
The right big bag unloader manufacturer combines engineering expertise, certifications (TÜV/CE/ISO), modular customisation, proven dust suppression, and strong after-sales support, not just a competitive price tag.
| 40+ Years of Industry Experience | 1,226+ Happy Clients Worldwide | Bag handling systems installed. Major Supply Hindustan Unilever Ltd-Pondicherry ,Sumerpur ,Silvassa Beeam Products & Services Private Limited Saint Gobain India Pvt Ltd Asahi India Glass Pvt Ltd Naga limited | 55+ Total Bag handling supplied | 2,300+ Global Supply Partners |
Are you evaluating your first industrial bulk bag system? or replacing an ageing on?
Let’s talk fundamentals!

Why Choosing the Right Bulk Bag Discharger Supplier Matters More Than You Think
The global bulk bag (FIBC) market was valued at over USD 6 billion in 2023 and is projected to grow at a CAGR of around 5.5% through 2030 (Grand View Research, 2024). As manufacturing scales up, so does the complexity of handling fine, abrasive, hygroscopic, and even explosive powders safely.
A jumbo bag discharger manufacturer does not just sell you a piece of equipment. They are handing you responsibility for:
• Worker safety in dusty, confined environments
• Product integrity — no contamination, no moisture ingress
• Throughput efficiency — measured in tonnes per hour
• Regulatory compliance — ATEX, GMP, food-grade standards
• Long-term total cost of ownership (TCO), not just the purchase price
| Industry Insight According to a 2023 survey by the Powder & Bulk Solids Association, nearly 43% of plant managers reported that equipment supplier selection was the single biggest factor behind unplanned downtime in bulk material handling operations. Choosing on price alone costs 3X more over a 5-year period when service, downtime, and replacement parts are factored in. |
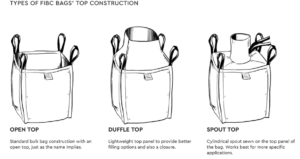
Types of FIBCs
1.Know your FIBC
What is an FIBC?
The FIBC or Big bag is a 1 tonne or 1.5 tonne bag technically flexible intermediate bulk container. Let’s break it down:
There is storage at ORIGIN and there is storage at DESTINATION. So in the intermediate you have a flexible intermediate bulk continer.
This usually a 1 cubic meter per bag.
Truck loaded with FIBCs.

2. know how your fibc was packed:
How was the bag filled
In order to design your bulk bag or FIBC unloading system first know where the bulk powder is being packed. This will enable you to find out the likelihood of moisture ingress. If the powder lumps because of moisture you need a bag breaker that will loosen the lumps for easy discharge.
Downtime at large cement, chemical, or food-processing facilities can run into lakhs of rupees per hour and most of it traces back to one bad sourcing decision, with the bag refusing discharge!
The Big Bag Filling station: The big bag is placed on the machine and its loops are fixed onto the support frame, after which the inlet spout is clamped to the filling spout using a quick clamp arrangement. The bag is then inflated using a fan to give it proper shape, and material is fed into the bag through a screw feeder. The flow of material is controlled using a variable frequency drive and slide gate valve to ensure accurate filling. During filling, dust is extracted through the in-built dust collection system to maintain a clean environment. The bag is filled completely without leaving air pockets, making it stable and easy to handle. Once the required weight is reached, the filling stops automatically. Finally, the filled bag is released and removed for storage or transport.

3. HOW TO UNLOAD YOUR JUMBO BAG.
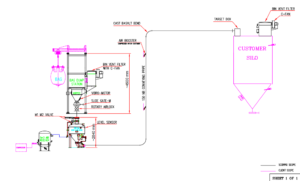
The big bag is lifted using a chain hoist and placed on the unloader frame, with its loops secured on the hooks. The discharge spout is then connected to the outlet of the machine. Once opened, the material starts flowing by gravity into the hopper below. If the material is not flowing freely, flow aids like massagers are used to loosen it. The discharged material is then transferred to the next process through feeders or conveyors. Dust generated during unloading is controlled using a dust collection system. After complete discharge, the empty bag is removed and replaced with a new one.

The right big bag unloader manufacturer combines engineering expertise, certifications (TÜV/CE/ISO), modular customisation, proven dust suppression, and strong after-sales support, not just a competitive price tag.
The 7 Non-Negotiable Criteria for Evaluating a Big Bag Unloader Manufacturer
Criterion 1 — Years of Real-World Experience in Industrial Bulk Bag Systems
Experience in powder handling is not transferable from general fabrication. A manufacturer who has been engineering FIBC unloading equipment for 15+ years has encountered and solved edge cases that newer players have not even faced yet.
Ask for a reference list segmented by industry: chemicals, food, cement, glass. If a bulk bag discharger supplier cannot show you 50+ live installations in your sector, keep looking.
Scorpio BMH has been engineering powder handling systems since 1984 over 40 years of application experience across eight industries globally.
Criterion 2 — Customisation Capability and Modular Design
No two plants are the same. Your powder may be cohesive, your headroom may be limited, or your process may demand a GMP-grade SS304 mirror finish. A rigid catalogue-only supplier will never deliver optimal performance.
The best fibc unloading equipment manufacturers offer modular architectures that can be configured for:
• Variable bag sizes (500 kg to 2,000 kg)
• Different discharge rates (from 1 TPH to 30+ TPH)
• Integrated dust containment and filter systems
• Flow-aid devices: vibrators, bin activators, BinFlo pads
• Downstream integration with pneumatic conveying, batching, or weigh hoppers
Criterion 3 — Certifications, Standards, and Material Traceability
In regulated industries pharma, food, petrochemicals compliance is not optional. Your jumbo bag discharger manufacturer must be able to supply:
✓ TÜV or CE certification for structural and electrical safety
✓ ISO 9001:2015 quality management certification
✓ Material test certificates (MTC) for all contact parts
✓ ATEX/IECEx rating for explosive dust environments
✓ FDA/GMP-compliant designs for food and pharma applications
Criterion 4 — Dust Control and Environmental Performance
Airborne powder is not just a compliance issue it is a safety and productivity issue. A poorly sealed discharge system creates housekeeping nightmares, increases fire risk, and shortens equipment life by 30–40%.
Demand data, not promises. Ask your bulk bag discharger supplier to provide actual dust emission levels (mg/m³) under operating conditions, not just design specifications.
Scorpio BMH’s integrated dust collection systems reduce airborne particulate by up to 90% verified across live plant environments.
Criterion 5 — After-Sales Support and Remote Diagnostics
Equipment failure does not wait for business hours. Your big bag unloader manufacturer must have a credible, documented support infrastructure not just a phone number that goes to voicemail.
Look for manufacturers who offer remote monitoring and diagnostics. Scorpio BMH’s proprietary RSTAR (Remote System Troubleshooting and Remedy for Automation) platform allows engineers to diagnose and often resolve system faults remotely, eliminating the infamous 2 a.m. shutdown scenario.
• 24/7 remote support capability
• Spare parts availability within 48–72 hours
• Annual maintenance contracts (AMC) with defined SLAs
• On-site training for your operations team
Criterion 6 — Supply Chain Depth and Delivery Reliability
A single-source supplier creates a fragile supply chain. When a critical pneumatic valve or filter element is out of stock, your entire line stops. Choose an industrial bulk bag system manufacturer with a wide, verified vendor ecosystem.
Scorpio BMH works with over 2,300 supply partners globally, enabling fast procurement of even specialised components often cutting delivery lead times by 40–60% versus single-source competitors.
Criterion 7 — Energy Efficiency and Total Cost of Ownership
Purchase price accounts for less than 30% of a bulk handling system’s lifetime cost. Energy consumption, maintenance frequency, product loss, and downtime make up the rest.
Ask for a TCO analysis. A well-engineered industrial bulk bag system from a reputable FIBC unloading equipment manufacturer typically pays back the premium over a budget option within 18–24 months through energy savings and reduced maintenance.
Scorpio BMH’s optimised pneumatic conveying systems reduce energy consumption by up to 25% versus conventional designs.
Manufacturer Evaluation Scorecard: What to Look For vs. Red Flags
Use this table when comparing shortlisted big bag unloader manufacturers. Score each supplier on every criterion before making a final decision.
| Criteria | What to Look For | Red Flag |
| Experience | 15+ years in industrial bulk bag systems | Less than 5 years, no reference list |
| Customisation | Modular design adaptable to your powder type | Only off-the-shelf standard products |
| Certifications | TÜV, CE, ISO; SS304 mirror-finish option | No third-party certifications |
| After-Sales Support | RSTAR remote diagnostics, 24/7 helpline | No service contract offered |
| Delivery Network | 2,300+ global supply partners | Single-source, long lead times |
| Dust Control | 90%+ dust reduction guaranteed | No dust containment data available |
| Material Compatibility | Handles abrasive, hygroscopic, toxic powders | Limited powder handling experience |
Questions Every Plant Engineer Must Ask Before Signing the PO
Even an impressive brochure can hide serious gaps. These are the direct, no-nonsense questions to put to any bulk bag discharger supplier before committing:
• How many systems have you installed for my specific powder type?
Request case studies, not just a capability statement.
• Can you provide a full 3D layout drawing with dimensional accuracy?
This catches integration problems before they become site problems.
• What is your guaranteed commissioning timeline, and what penalties apply for delay?
A confident manufacturer will agree to contractual milestones.
• Who handles spare parts supply after the warranty period expires?
Understand whether you are locked into a single-source parts relationship.
• Can your FIBC unloading equipment handle future capacity increases?
Modular design should allow throughput upgrades without a full replacement.
• Do you offer a performance guarantee with measurable KPIs?
Dust emission levels, throughput rates, and energy consumption should be contractually defined.
Step-by-Step: How to Shortlist and Select Your FIBC Unloading Equipment Manufacturer
Step 1 — Define Your Technical Requirements First
Document your powder properties (bulk density, particle size, flowability, moisture sensitivity, and explosion risk), bag specifications, required throughput, and downstream process requirements before approaching any supplier.
Step 2 — Build a Shortlist of 3–5 Qualified Manufacturers
Use industry directories, engineering consultants, and peer referrals. Prioritise jumbo bag discharger manufacturers with verifiable installations in your industry vertical and geography.
Step 3 — Issue a Detailed RFQ or RFP
A vague enquiry gets a vague quote. Include your technical data sheet, site layout, utility availability, and delivery timeline. Request itemised pricing so you can compare apples to apples.
Step 4 — Visit at Least One Reference Site
A reference visit to an operating facility is worth a thousand brochure pages. Watch the system under load, speak to the operators, and ask about problems they encountered during commissioning.
Step 5 — Negotiate the Full Scope, Not Just the Price
Ensure your contract covers: engineering drawings approval, FAT (factory acceptance test), SAT (site acceptance test), operator training, spare parts package, warranty terms, and after-sales SLA.
Step 6 — Evaluate the After-Sales Ecosystem Before You Sign
The cheapest big bag unloader manufacturer on day one often becomes the most expensive supplier by year three. Verify service infrastructure, spare parts availability, and the credibility of their support team before final sign-off.
Why Scorpio BMH is India’s Leading Big Bag Unloader Manufacturer
Scorpio Engineering BMH Pvt. Ltd., headquartered in Bangalore, has been designing and manufacturing turnkey powder handling systems since 1984. With over 1,226 satisfied clients ranging from BASF and Air Liquide to the Bhabha Atomic Research Centre and Asahi India Glass, the company brings a unique combination of engineering depth and manufacturing reliability.
| The Scorpio Advantage at a Glance: ✓ 40+ years of powder handling engineering experience ✓ Full turnkey capability: design, manufacture, install, commission ✓ RSTAR remote diagnostics — eliminates unplanned shutdowns ✓ 90% dust reduction — independently verified ✓ 25% energy savings through optimised conveying system design ✓ TÜV certified, SS304 mirror-finish available for GMP applications ✓ 2,300+ global supply partners for fastest delivery in the industry ✓ Serving 8 industries: Glass, Cement, Chemicals, Food, Pharma, Petrochemicals, Metals, Paints |
FREQUENTLY ASKED QUESTIONS:
The terms are interchangeable in industry usage. Both refer to equipment designed to support and discharge the contents of FIBCs (Flexible Intermediate Bulk Containers), also called jumbo bags. The key components include a structural frame, integral bag-lifting system, spout connection, dust containment, and flow-aid devices. The choice of configuration depends on your powder’s flow characteristics and downstream process requirements.
Dense phase conveying (low velocity, high pressure) is ideal for abrasive, fragile, or blended powders where product degradation or pipe wear is a concern. for example, fly ash, carbon black, or glass batch. Dilute phase (high velocity, low pressure) suits free-flowing, non-abrasive powders like flour or sugar. A reputable big bag unloader manufacturer with an in-house conveying engineering team will recommend the right mode based on your powder’s bulk density, particle size, and flowability index.
At minimum, look for ISO 9001:2015 quality management certification, CE marking for European compliance, and TÜV certification for structural and pressure-related components. For explosive dust environments, ATEX/IECEx certification is mandatory. Food and pharma applications require FDA/GMP-compliant designs with material test certificates (MTCs) for all product-contact surfaces. Always request third-party certification documents not self-declarations.