Bulkagram 3, May 1
The food, paints, soaps and detergents, glass, chemicals, petrochemicals, minerals and related sectors handle a considerable volume of dry bulk materials both as incoming supplies and outgoing products.
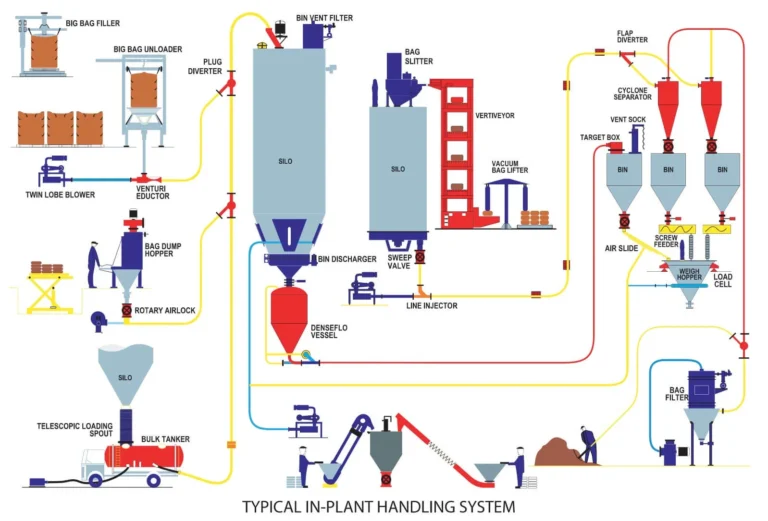
Pneumatic conveying is the predominant mode of handling where the product is in powder, pellet or granular form. Typically, products arrive in a bulk road tanker or rail wagon and material is pneumatically conveyed to storage silos. From the silos the product is again pneumatically conveyed to day bins for daily production. This could involve batching, mixing, blending, weighing followed by process operations and thence to final packing of product. Filters along the process ensure clean air venting to atmosphere. While this is a simple and straightforward flow, the layout determines the optimum efficiency and cost of the system.
Most companies tend to ignore plant layout while planning a greenfield project. Much importance is given to architecture, aesthetics and design while the end use of the premises is often ignored. A simple reorientation of the columns in the building could save major costs in the pneumatic conveying pipe routing and equipment placement.
Optimizing building height considering the equipment height is never considered. Using gravity as far as possible to help you move materials is not thought of. Remember that the best handling is no handling!
A quick thumbrule method of finding out if your layout is optimum can be gauged by the Bulk Handling Coefficient or BHC. Let us use the example above ie bulk road tanker fills silo and silo feeds day bins from where product goes to process via weighing and batching. BHC is best understood by determining horizontal, vertical and inclined conveying vectors. The lowest BHC is the best BHC. So if you want to go from bulker to silo as the crow flies there is only one inclined vector ie from bulker connection to silo top. Since we cannot go inclined we need to go horizontal, vertical and then horizontal again to enter the silo. That is three vectors compared to the one ideal inclined vector. So your BHC is 3 in this case. Now imagine that your plant area is full of columns and you have necessarily to move a couple of horizontal distances and a couple of vertical distances to reach the end point deftly avoiding those columns. Your vectors increase manifold and your BHC soars. Are you getting the drift? Moral of the story:
Involve vendor engineers before you build your bulk handling plant structure and housing.
FAQs: Reducing CAPEX & Optimizing Plant Layout in In-Plant Bulk Handling
1. Why should I optimize my in-plant bulk handling system?
Optimizing your bulk handling system reduces Capital Expenditure (CAPEX), improves operational efficiency, minimizes material spillage, and enhances plant safety. A well-designed layout ensures smoother material flow, reducing downtime and maintenance costs.
2. How can Scorpio Bulk Material Handling help reduce CAPEX?
Scorpio BMH offers cost-effective, modular solutions tailored to your plant’s needs, eliminating unnecessary infrastructure expenses. Our expertise in system design and optimization helps minimize upfront investment while maximizing efficiency.
3. What are the key benefits of optimizing plant layout for bulk handling?
Lower operational costs (reduced power consumption, maintenance, and spillage)
Improved material flow (minimizing bottlenecks and downtime)
Enhanced safety (reduced dust emissions and spillage hazards)
Scalability (flexible designs for future expansions)
4. What industries can benefit from bulk handling optimization?
Industries such as cement, steel, mining, power plants, fertilizers, and food processing can significantly benefit from optimized bulk material handling systems.
5. How does Scorpio BMH ensure minimal material spillage and dust emissions?
We use advanced transfer chutes, dust suppression systems, and enclosed conveyor designs to minimize spillage and dust, ensuring compliance with environmental and safety regulations.
6. Can existing bulk handling systems be retrofitted for better efficiency?
Yes! Scorpio BMH specializes in retrofitting and upgrading existing systems to improve performance, reduce maintenance, and lower operational costs without requiring a complete overhaul.
7. What factors are considered when designing an optimized bulk handling system?
Key factors include:
Material characteristics (abrasiveness, moisture content, flowability)
Plant space constraints
Throughput requirements
Environmental and safety regulations
8. How does modular design help in reducing CAPEX?
Modular systems allow for phased implementation, reducing initial investment. They are also easier to install, modify, and expand as per future needs.
9. Does Scorpio BMH provide maintenance support post-installation?
Yes, we offer comprehensive maintenance and support services to ensure long-term efficiency and reliability of your bulk handling system.
10. How can I get a customized solution for my plant?
Contact Scorpio BMH for a detailed consultation. Our experts will analyze your requirements and provide a tailored solution to optimize your bulk handling system.