Industrial biomass demand is growing at 8% annually yet most plant handling systems are the biggest bottleneck.
Biomass is no longer a fringe fuel. Over 60% of industrial boilers in Asia are now biomass-capable and industries across FMCG, food processing, paper, chemicals, and utilities are switching from fossil fuels to solid biomass as part of sustainability-driven fuel switching programmes. This shift is irreversible.
Rice husk, sawdust, wood chips, wheat straw, corn stalks, dry molasses solids, dry stubble these materials were once called waste. Today they are fuels, feedstocks, and strategic assets. Biomass now supplies 12% of global primary energy.
Industries deploy biomass across boilers and thermic fluid heaters, cogeneration plants, effluent sludge co-firing, and fuel switching initiatives. Yet while combustion technology has matured, one problem remains largely unsolved at most plants: how to reliably move loose, fibrous biomass from open heaps or delivery trucks into controlled downstream systems dust-free, continuously, and without manual handling.
Why Biomass Handling Fails at Most Industrial Plants
From an engineering standpoint, biomass is genuinely difficult to handle. Unlike coal or pelletised fuels, it is fibrous, low in bulk density, highly variable in particle size, and moisture-retentive. Screw conveyor choking on fibrous biomass is one of the most common failures reported within weeks of commissioning. Belt conveyors demand constant housekeeping and generate persistent dust clouds. Neither was designed for this material class.
| Property | Why It Creates Operational Problems |
| Low bulk density | Rice husk, dry stubble, and similar materials don’t flow predictably — they float, bridge, and block |
| Highly variable particle size | The same delivery can contain coarse chips and fine fines in the same load |
| Fibrous and interlocking behaviour | Strands tangle — screw conveyors seize, belt skirts clog, and feed becomes erratic |
| Dusty yet lightweight | Any mechanical agitation or air movement generates fugitive dust and fire risk |
| Stored in open outdoor heaps | Material is exposed, irregular in shape, and constantly shifting — not in sealed silos |
| Moisture retention | Wet biomass clumps, blocks pipelines, and reduces combustion efficiency at the boiler |
The result is that most plants are still relying on crude front-end logistics: front loaders, manual shovelling, open biomass piles creating uncontrolled fire risk, and inconsistent manual feed rates to moving floors and combustion bunkers. These methods fail ESG audit dust compliance standards and increase manpower costs indefinitely.
Vacuum-based pneumatic conveying, when engineered correctly for biomass, solves all of this at once.

3 Ways Scorpio BMH Ensures Clean, Safe Biomass Conveying from Source to Boiler
The Scorpio BMH system for industrial biomass boiler feeding covering rice husk conveying, sawdust pneumatic handling, wood chips biomass systems, and agricultural residue handling is built around three core capabilities. Together they take biomass from an open heap directly to the moving floor bed without a hopper, without civil work, and without dust.
| # | Core Capability | Problem It Eliminates |
| 1 | Suction pickup directly from open heap or truck — no hopper, no civil work required | Eliminates manual shovelling, hopper pit construction, and open-pile fire risk at the feed point |
| 2 | Pipeline transport under negative pressure — controlled dilute phase conveying, not air lifting | Removes the screw conveyor choking, belt dust, and unstable slugging that mechanical systems suffer with fibrous biomass |
| 3 | High-efficiency filter receiver with pulse-jet cleaning — safe air-material separation and dust containment | Contains all fine husk dust, sawdust fines, and dry organic particles so clean air exits and nothing escapes to the environment |
Supporting these three core components: a sweep valve for flow control, a cyclone for secondary air-material separation, a telescopic loading chute for controlled discharge, and a moving floor bed feeding system that ensures even distribution into the combustion zone.
Mechanical vs. Pneumatic Biomass Conveying: A Direct Comparison
| Challenge | Mechanical Conveying | Pneumatic Vacuum Conveying |
| Fibrous biomass (rice husk, wheat straw conveying) | Screw conveyor choking within weeks; belts clog on fibrous material | Dilute phase conveying handles fibrous materials naturally under negative pressure |
| Dust-free biomass handling | Open belts and screws generate constant dust — fails ESG audit dust compliance | Fully enclosed system — zero fugitive dust release, passes environmental audit |
| Fire and explosion risk from open heap biomass pickup | High — uncontrolled biomass piles near drive motors and belt surfaces | Minimal — negative pressure means any leak draws air inward, not dust outward |
| Industrial biomass boiler feeding consistency | Variable and operator-dependent — uneven moving floor bed feeding | Controlled semi-continuous or automated output — even bed distribution |
| Civil and infrastructure cost | High — hopper pits, concrete foundations, structural supports required | Low — suction lance pickup from open heap, no civil work needed |
| Cogeneration and thermic fluid heater duty | Struggles with varying loads and mixed agricultural residue handling | Adapts via manifolded pipeline multiple suction points from one system |
| ESG audit biomass and sustainability reporting | Often fails ambient dust standards; open piles a liability in audits | Compliant by design enclosed transfer, measurable throughput, no emissions |
Step-by-Step: How the Full System Works from Open Heap to Moving Floor
Here is how the Scorpio BMH vacuum pneumatic conveying system takes biomass from source to boiler each step engineered to the specific physical properties of industrial biomass materials.
| Step | Action | Engineering Detail |
| Suction Pickup | Open heap biomass pickup or direct from truck no hopper, no civil work | Suction lances insert directly into rice husk piles, sawdust heaps, wood chips stacks, wheat straw conveying points, or agricultural residue mounds. Operating under negative pressure, the system ensures no dust, no flying particles, no contamination risk. Multiple suction lances connect through a manifolded pipeline as the heap geometry changes, operators move lances without stopping the system. |
| Pipeline Transport | Controlled dilute phase conveying under negative pressure not simple air lifting | Scorpio engineers each system using field-tested velocity windows and biomass-specific pickup characteristics with conservative pressure drop margins. This prevents excessive attrition, screw conveyor-style line choking, and unstable slugging. Vacuum conveying for biomass outperforms pressure systems here: blow-back and sealing failures are common in pressure systems handling light, fibrous biomass. |
| Filter Receiver | Air-material separation and dust containment the heart of dust-free biomass handling | Biomass separates from conveying air; clean air exits to the suction blower; all dust including fine husk dust, sawdust fines, and dry organic particles is fully contained. Pulse-jet cleaning ensures continuous operation without manual intervention. Scorpio’s experience with powder filtration and real plant dust loads determines the filter receiver design not catalogue ratings. |
| Isolation Valve | Controlled, predictable discharge preventing air short-circuiting | A robust isolation valve below the receiver is critical for fibrous biomass. Poor valve selection is one of the most common reasons industrial biomass pneumatic handling systems fail in practice. This valve prevents air short-circuiting back up the suction pipeline, maintains stable negative pressure, and supports both batch and semi-continuous operation to match industrial biomass boiler feeding schedules. |
| Cyclone + Telescopic Chute | Gentle transfer to moving floor bed even distribution, no uneven piles | After the isolation valve, biomass passes through a cyclone for air-material separation, then drops via a telescopic loading chute onto the moving floor bed. The chute adjusts its discharge point to match floor speed and distribution eliminating the classic problem of uneven biomass piles choking or stalling the moving floor and causing incomplete combustion. |
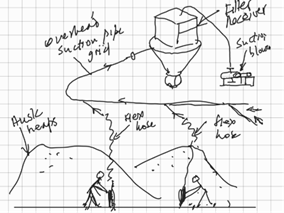
A simple schematic of the system proposed.
Why Vacuum Conveying for Biomass Outperforms Pressure Systems
Pressure-based pneumatic systems are not the right engineering choice for light, fibrous biomass materials. Blow-back through imperfect seals, material bridging at bends, and flow instability at the low bulk densities of agricultural residues are common failure modes.
Vacuum conveying for biomass operates under negative pressure any system imperfection draws ambient air inward, not dust outward. This fundamental property makes vacuum the correct and safer choice for this material class:
- No dust escapes to the plant environment — dust-free biomass handling is inherent to the design, not an add-on
- Multiple suction points via manifolded pipeline — one system serves several open heap biomass pickup locations
- Suction lance positions adapt as heap geometry changes — no production stoppage required
- No pressurised air contacts the biomass — significantly reduces ignition risk in fire-sensitive materials like rice husk and dry stubble
- Simpler regulatory permitting and safer plant integration for industrial biomass boiler feeding in enclosed environments
- Supports ESG audit biomass compliance — enclosed transfer produces zero fugitive dust emissions at source
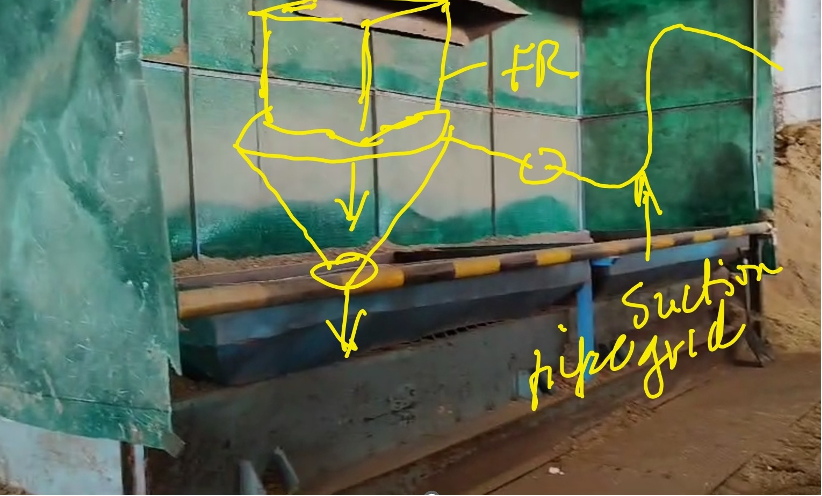
Superimposed onto existing system
The True Cost of Getting Industrial Biomass Boiler Feeding Wrong
Plant managers often treat biomass handling problems as a maintenance issue. In reality, inadequate front-end handling drives five distinct and compounding cost centres:
| Cost Area | What It Looks Like in Practice |
| Fossil fuel backup costs | Inconsistent industrial biomass boiler feeding forces reversion to coal or furnace oil directly erasing fuel cost savings from biomass fuel switching |
| Labour and safety costs | Manual open heap biomass pickup requires continuous operator presence, increases physical risk exposure, and scales headcount with throughput |
| Maintenance and downtime | Screw conveyor choking on fibrous biomass and belt conveyor wear in biomass duty runs 3–5x higher than catalogue projections unplanned downtime is frequent |
| ESG audit biomass and regulatory penalties | Dust emission violations from open-pile handling and fire incidents carry direct financial penalties and reputational damage to sustainability commitments |
| Combustion efficiency loss from uneven moving floor bed feeding | Non-uniform loading caused by inconsistent front-end handling directly reduces steam output per tonne of biomass consumed measured in boiler efficiency loss |
Solving biomass handling problems correctly once closes all five simultaneously. For any plant burning more than a few tonnes of biomass per day, the investment case for pneumatic conveying is straightforward.

Suction pickup from open heap on ground or truck
Which Industries Need This Biomass Handling System
This solution applies directly to engineering and procurement decision-makers in:
- FMCG and consumer goods manufacturing plants transitioning boilers from coal to biomass as part of sustainability-driven fuel switching
- Paper and pulp mills with captive cogeneration and process heat requirements high-volume biomass throughput, continuous duty
- Sugar mills co-firing agricultural residue handling alongside bagasse, or transitioning to a biomass-primary fuel mix
- Chemical and pharmaceutical plants operating thermic fluid heaters on solid biomass fuel where clean, enclosed transfer is a process requirement
- Power utilities and cogeneration biomass plants scaling industrial biomass intake from 8% annual demand growth projections
Frequently Asked Questions — Industrial Biomass Pneumatic Handling
Yes. Open heap biomass pickup directly from truck cargo areas or ground-level heaps is the primary use case. There is no requirement for a hopper pit, concrete civil foundation, or dedicated unloading bay. This makes Scorpio BMH particularly practical for brownfield plant upgrades where space and downtime are constrained.
The manifolded pipeline design connects multiple suction lances to a single pipeline. As the heap geometry changes during unloading, operators reposition individual lances without shutting down the system. This operational flexibility is not possible with any fixed mechanical conveying arrangement it is one of the clearest advantages of vacuum conveying for biomass over belt or screw systems.
Pressure systems pushing light, fibrous biomass struggle with blow-back through valve seals and material bridging at bends. Vacuum systems draw any leak inward dust moves toward the system, not away from it. This is why dust-free biomass handling is an inherent characteristic of vacuum conveying, not an add-on filter. For materials like rice husk and wheat straw conveying applications, vacuum is the correct engineering choice.
Fibrous biomass materials can bridge across valve openings and cause air short-circuiting if the valve geometry is not matched to the material. When air short-circuits, the suction pressure drops and the system loses conveying capacity the most common reason industrial biomass pneumatic handling systems underperform in practice. Scorpio’s isolation valve selection is based on field experience with biomass materials, not generic powder handling specifications.
A fixed chute delivers biomass to one point on the moving floor, creating an uneven pile that builds up on one side. This uneven moving floor bed feeding directly reduces combustion efficiency and can stall the floor entirely. The telescopic loading chute adjusts its discharge point to match floor speed and distribution requirements even bed loading is the result. This is one of the most impactful components for industrial biomass boiler feeding performance.
The system is engineered for rice husk conveying, sawdust pneumatic handling, wood chips biomass system applications, wheat straw conveying, corn stalk handling, dry molasses solids, dry stubble, and mixed agricultural residue handling. Material properties vary and Scorpio engineers each system to the specific pickup and conveying characteristics of the intended feedstock.
Fully enclosed vacuum conveying eliminates fugitive dust emissions at source , a direct regulatory compliance requirement in most industrial environmental standards. The system removes open-area fire risk from biomass piles, enables accurate throughput measurement for sustainability-driven fuel switching documentation, and supports the audit trail required for ESG reporting frameworks. Plants that need to demonstrate clean biomass handling find that enclosed pneumatic conveying is the only front-end system that passes scrutiny.
Biomass doesn’t fail. Systems do. And when they do, you pay in fuel costs, inefficiency, and failed audits.
Scorpio BMH helps industrial plants move from manual dependency to automated, audit-ready biomass handling infrastructure.
Start fixing the bottlenecks before they start costing you.